
Blog > Automation > VFD Series Part 1: What the Heck is a Variable Frequency Drive?
VFD Series Part 1: What the Heck is a Variable Frequency Drive
7/8/16 | Kevin Beach, Rexel Technical Consultant
Blog > Automation > VFD Series Part 1: What the Heck is a Variable Frequency Drive?
7/8/16 | Kevin Beach, Rexel Technical Consultant
We all hear the terms AC drive, variable frequency drive, variable speed drive but what the heck does this all mean to you? How can you use them? How do you benefit from their use? This blog series will look at the uses and cautions when implementing variable frequency drives. From this very basic primer to installation concerns to designing a panel incorporating a variable frequency drive or VFD will be covered. So, let’s get started.

Since the days of water-driven line shafts there has always been a need to change the speed of our equipment; be it fans, cutting tools, pumps, or whatever. To change the speed, the operator had to move the belt to different diameter sheaves to change ratios. And he did it while the belt was moving!! Many fingers, hands, and lives paid the price for productivity and feeding the family in the early days of the industrial revolution. Obviously, there was a need to improve this system. With the introduction of electricity in manufacturing plants, innovation took off. Simple rheostats for the small motors to motor-generator sets for larger motors to the advent of true variable speed DC drives. All of these worked adequately for the times, but a better solution was needed.
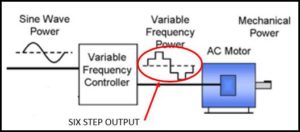
Variable speed DC drives were still in wide use by original equipment manufacturers into the 1980s but were slowly being replaced by AC six-step drives. These drives converted AC to DC then sent the DC power in 6 “steps” to simulate AC sine wave to the motor.
There were a number of problems with six-step, one being poor torque control. A different issue I personally came across was at the old Cone-Blanchard Machine Company in Windsor Vermont. In the early 1980s, they looked to AC as a way to combat the lower-cost competition from offshore on their flagship machine, the Blanchard Grinder. Everything worked great except you could clearly see the steps in the steel after it was surface ground. The steps couldn’t be measured but they were clearly visible to the eye. They stuck with DC.
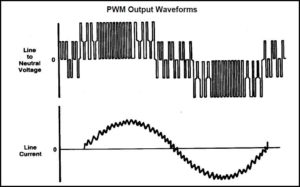
In 1983 the insulated-gate bipolar transistor (IGBT) was invented and started to come into widespread use in the ’90s. The IGBTs along with the exponential improvement in processor speeds changed the AC drive world forever. Using the high-speed processors, IGBTs could switch on and off at rates unheard of just a few years before. These high switching frequencies, today up to 8 kHz, smooth out the steps dramatically. This high-speed technology is called pulse width modulation (PWM). PWM is most simply defined as getting analog results with digital means. Digital control is used to create a square wave, a signal switched between on and off. The changeover to PWM took a few years but it vastly improved VFDs.
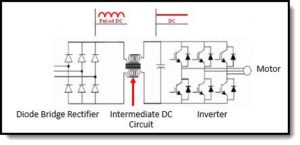
All PWM drives work in the same fashion and has three general sections: the input rectifier, intermediate DC circuit, and output inverter.
The diode bridge rectifier changes the AC input to DC and charges the DC circuit/bus. The stored power in the bus allows for a stiff power supply to the inverter section where the IGBTs switch on and off at very high frequency creating a “sine wave” output to the AC motor. Output frequency and voltage are controlled electronically by controlling the width of the pulses of voltage to the motor. VOILA!! Variable speed AC motors!!

This is very much an oversimplified description, but it does describe how it works. Today’s AC VFDs are quite sophisticated, making them capable of doing some pretty remarkable things and are available in line voltages to over 6K. A PowerFlex 755 AC VFD has over around 2000 parameters which you can use to fine-tune the drive to meet precisely your needs and it can even be used in basic positioning applications!! Kind of like a servo drive. A VFD’s basic operating modes are volts per Hz (VHz), sensorless vector (SV), and flux vector (FV) and can be used on induction motors and permanent magnet motors. This allows for using this drive in many places in a modern plant or mill, from a simple fan and pump drives (VHz) to coordinated drive systems on a paper line or steel rolling mill (FV).
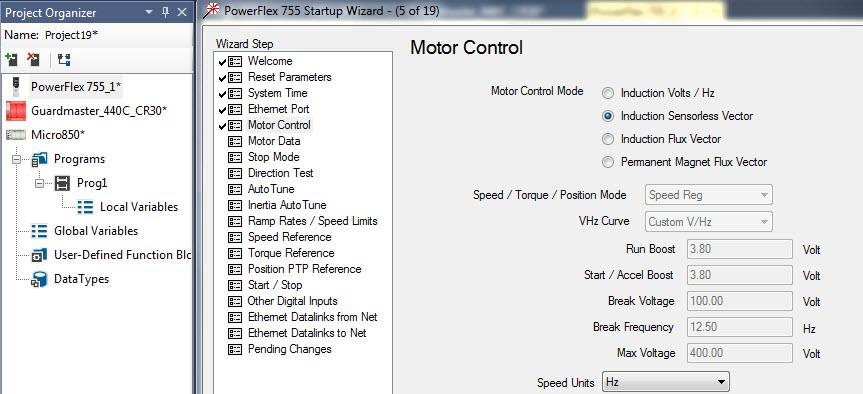
When in open loop, VHz mode a PowerFlex 755 will provide speed regulation of .5% of base speed and in a closed-loop, FV mode the same drive will give .001% speed regulation. You just add the feedback and change the Motor Control Mode parameter. Remember, this speed regulation is of the base speed of the motor so an 1800 RPM motor being controlled in VHz mode will vary as much as 9 RPM from the set speed.
Now, don’t get all concerned about all the parameters and things you have to do to make your VFD work. Rockwell Automation® drives come with a start-up wizard in the HIM as well as in the Connected Components Workbench software.
First, let’s talk about HIM. HIM stands for Human Interface Module and it can be mounted on the front of the drive or on the panel door. HIM allows you to make changes, troubleshoot, and do manual operation easily. Navigation is straightforward and the internal start-up wizard prompts you on each step. Connected Components Workbench software (CCW) is a free download from Rockwell Automation which gives you the ability to configure, troubleshoot, and start your drive. In addition to configuring every drive, Rockwell Automation currently provides it also can be used to program the Micro 800 series of PLCs, PanelView 800 operator terminals, soft starters, and the MSR57 and Guardmaster 440C safety relays.
We’ll take a little deeper dive into these tools in a future blog. I know this has been a pretty basic overview of VFDs but it is important to get a foundation on this subject. As this series progresses, we will be looking into a number of topics regarding the application and commissioning of VFDs.
Do you have questions about variable frequency drives not covered in this blog post? Feel free to reach out and we’ll be happy to address your VFD questions.
This is part one of our popular, ongoing variable frequency drives (VFD) series. Don’t miss the rest of the series: