
Blog > Automation > VFD Series Part 8: EMC Filtering
VFD Series Part 8: EMC Filtering
2/9/21 | Kevin Beach, Rexel Technical Consultant
Blog > Automation > VFD Series Part 8: EMC Filtering
2/9/21 | Kevin Beach, Rexel Technical Consultant
In today’s high-tech manufacturing world, the issues of electrical noise and methods to mitigate it are of supreme importance. For example, a small bit of harmonics on the electrical system in a semiconductor plant can take out some critical instrumentation costing hours of production and millions of dollars. With so many things available to help, what should you do?
Today we are looking at the EMC filtering options available internally or externally in VFDs.

One of the more common questions we get is, “What percentage of voltage and current distortion does EMC filtering provide?” It’s similar to what you would get with expensive line-side harmonic solutions, such as passive or active filters. This question is typically asked relative to distortion limits mandated in IEEE-519. IEEE-519 is a system guideline setting limits for harmonic distortion sent out of electrical devices onto the electrical power system.
If you get nothing else from this blog, while using EMC filtering in the drive is certainly a best practice, they have little effect on IEEE-519 compliance. These filters are designed to provide compliance with CE directive 2014/30/EU. While requirements for compliance with this directive are rare in North America, if you are shipping a machine with drives on it to the EU, then EMC filtering must be used to be in compliance.
While we have gone over this in previous blogs and webinars, let’s have a quick review of what is meant by the term electrical noise. We’ll start with the fact it has nothing to do with audible noise. Among other causes like the drive cooling fans, audible noise is created by the switching frequency of the IGBTs and changes with the rate of switching. Rather, the term electrical noise is defined as voltage spikes generated by electrical devices when in routine operation that can interfere with the routine operation of other selected devices.
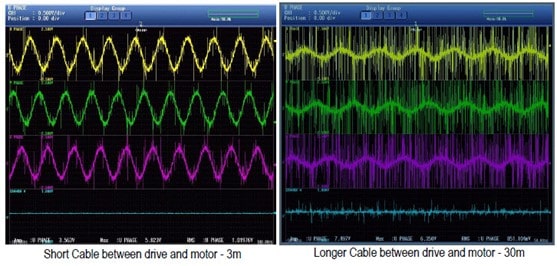
The left picture shows a typical PWM sine wave. Note the waves aren’t smooth and that is caused by the switching of the IGBTs in the drive. The right image shows those same waves but with a longer motor cable and the electrical noise is obvious. The addition of EMC filtering will not help with distortion of this magnitude and line distortion of this magnitude is way out of the limits allowed in IEEE-519.
Among other causes, common sources of electrical noise are:
Obviously, the second bullet applies to pulse width modulated AC drives. In the case of VFDs, these spikes are generated by the high-speed switching on the output IGBTs in the drive and, as we have already seen, are further impacted by motor cable lengths. These can’t be mitigated by EMC filtering enough to meet IEEE-519. For more information on this subject see our blog “Motor Cable Length Matters.”
Before we continue, as we have stated MANY times in the past, nothing in this blog or any of our other drives blogs applies if you do not have a properly grounded and bonded system.

So now that we understand their limitations, let’s circle back to EMC filtering. First, the Rockwell Automation® PowerFlex® 750 class drive comes with these filters embedded as standard and the PowerFlex 520 class is available with filtering as an option. The PowerFlex 525 part number changes from 25B-D4P0N104 to 25B-D4P0N114. This applies to both the PowerFlex 525 and 523. However, if you find out after the fact you need filtering , the filters can be ordered as separate component. In frame sizes A-D, the filter is mounted to the enclosure back panel and the drive is mounted on the filter. For Frame E, the drive is mounted on the panel as normal, and the filter is mounted on the side of the drive.
Whether you are using a PowerFlex 750 drive or PowerFlex 520 drive class with EMC filters, we strongly recommend using the optional EMC mounting plate. This plate gives you a convenient and inexpensive place to land all your motor cables, the shield in the cable (you are, of course, using VFD rated cables), and the ferrite cores, which are a part of the EMC filtering system. Once you’ve used these EMC plates and experienced how easy it is to mount motor cables and shields, you will want to consider them for all your drive requirements even without the EMC filtering mandate.
In the picture to the right, you will note, the PowerFlex 520 mounting plate does not come with the ferrite cores as they are included with the drive when you order the EMC filter option with the drive.
The PowerFlex 750 EMC mounting plate comes with the cores as they are not included with the base drive.
The cores are needed when CE directive 2014/30/EU is required.
So, in conclusion, the EMC filters are not intended to get your drive into compliance with IEEE-519 but are absolutely essential if the machine is heading to the EU. Yes, if you miss that, it can be added later, but the additional cost for the changes will far outweigh the relatively low cost of having them in the original design.
They definitely are a “best practice” whenever the drive is used in a water or wastewater environment or really any industrial application but not essential.
And the EMC plates are super convenient.
But if you need to deal with serious harmonic issues, use the appropriate devices and don’t try to get away on the cheap with the EMC filters. The correction will cost far more after the fact. As the adage goes “it is far less expensive to design correctly than to fix it in the field”, especially when that in the field location could be an ocean away.
Still have questions? Contact us today!
This is part eight of our popular, on-going VFD series, and it will walk you through EMC filtering. Don’t miss the rest of the series: